Jun 16, 2020
When users found the Tyvek pouch challenging, the Natech Engineers…
Injection molding is meant to be quick, repeatable and reliable. The goal is to consistently get large quantities of the same exact part every time.

If you have an idea and want to bring it to life, you must make sure your design can be injection molded and will come out of the machine meeting your requirements.
Design for Injection Molding (DFIM) is the process of designing your part around the injection molding process. It considers design aspects such as how much draft a part needs, where a parting line should be, and how to maintain uniform wall thickness.
DFIM optimizes part strength, functionality, and cost by focusing on mold design and part design, particularly how part design affects mold design.
The injection molding process involves a mold opening, plastic injection, part cooling, and part ejection. This process can take as few as a couple seconds or as long as a couple minutes. The longer the process, the higher the part cost. Since part design affects cycle time and cost, it’s crucial to design for injection molding to avoid spending more than you need to.
Many clients assume they can skip past the plastic part design for injection molding stage. But DFIM reduces hassles and unnecessary risks.
The benefits of the DFIM process include:
You might be thinking, DFIM isn’t worth the upfront cost.
But you don’t want to end up spending $25,000 on unnecessary mold modifications or faulty mold design or revisiting the part design multiple times. That’s just more money out of your pocket. DFIM allows you to work with engineers to design a part appropriate for injection molding. If there are cost-saving opportunities during DFIM, such as design changes that will reduce tool complexity or lower cycle time, our engineers will find them and let you know.
Costs are measured in engineering hours and depend on what stage of the product development process you are in.
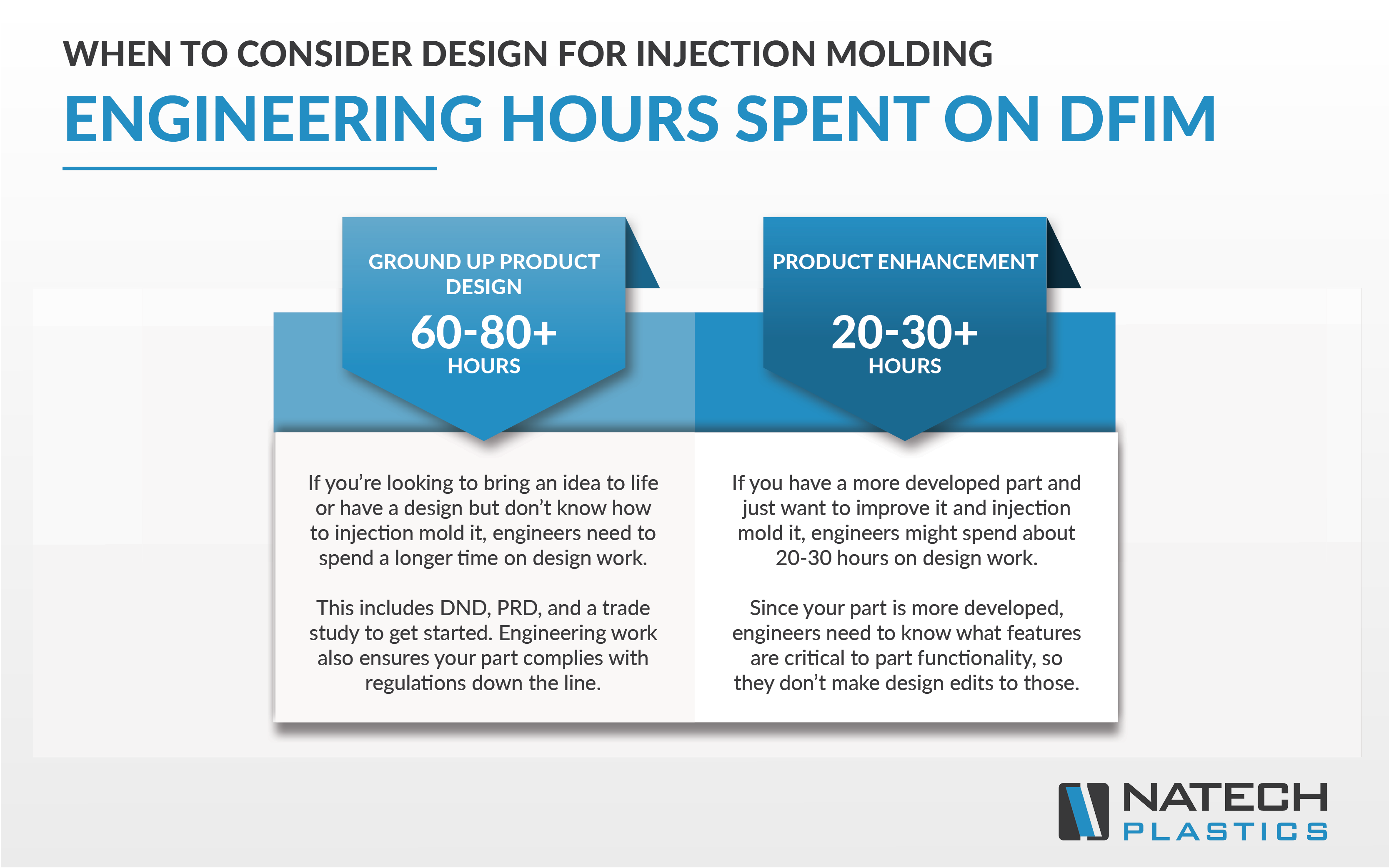
If you are starting from the ground-up, you might need 60-80 engineering hours. If you are just looking to prepare your part for injection molding, you might need about 20 engineering hours. Sometimes, it can take longer if there are more design changes needed, if your injection molder is working with an existing mold, or if there’s a scope change in your project.
DFIM leads to economic benefits downstream, including:
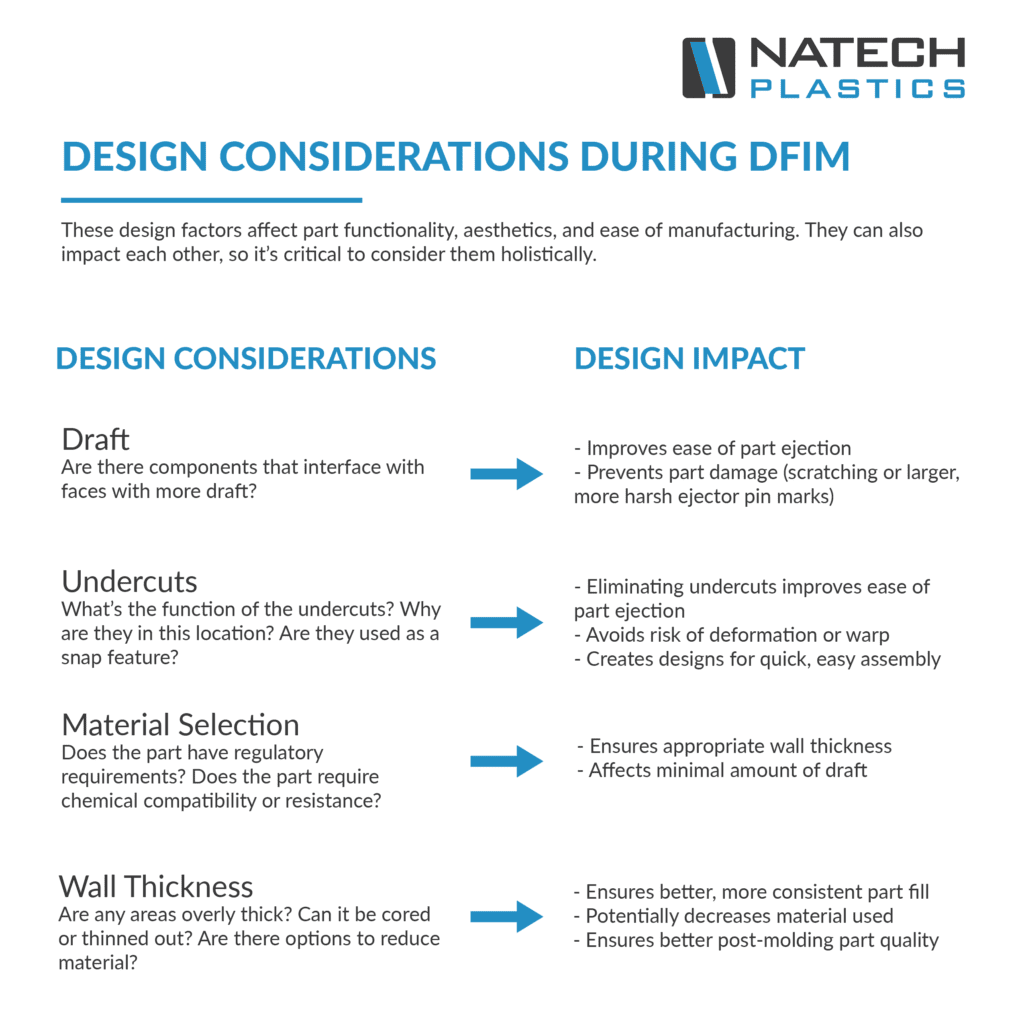
To ensure your part is optimized and ready for its next stage in the product development process, our engineers examine:
The design for injection molding stage is important, whether you are creating a new part, reverse engineering an existing part, or transitioning to multi-cavity tooling.


There isn’t one set time when DFIM is important to the product. These are three critical transitions during the development-to-manufacture transfer phase when design for injection molding is important.
This transition starts during the early design and prototype phase. Rapid prototypes could include everything from 3D-printed parts to machined parts.
Each production process introduces its own constraints and thus its own part design requirements. Unlike plastic part design for injection molding, design for 3D printing requires support structures. These support structures leave marks on the part when removed. Machined parts might need to be split so that inner features can be formed.
In this phase, engineers might consider:
Why should we consider plastic part design for injection molding when we already have injection molded parts? This transition can catch development teams by surprise and introduce unfortunate delays.
Teams skip plastic part design for injection molding without realizing the impact of moving from rapid mold to production mold. Rapid molds are often built to test out design or function, not to function as a production mold in a manufacturing environment. Therefore, rapid molds might be built to rely upon a person to remove each part manually, the mold might not have cooling lines designed for optimal cooling, or be running with long cycle times.
Plastic parts designed for injection molding allow for the creation of a production mold with a more automated process and faster cycle times. The production mold aims for greater efficiency and lower maintenance. It produces higher quantities of parts with reliance on a consistent process to achieve quality.
In this phase, engineers might consider:
Choosing an appropriate ejection method can increase efficiency. For example, we can add ejector pins to automatically push the part out of the mold. Since ejector pins create ejector marks on the part, the part designers and mold designers must determine if the marks are acceptable and the location, size, and quantity of the marks.
This transition even catches veterans by surprise. Once, we had a CEO was transitioning from single-cavity to 16-cavity molds. He said, “Can’t you just do the same thing 16 times?” We compared the task to transitioning from a single-story to a 16-story building. We adjust the plastic part design for injection molding on high cavitation molds because the complexity increases.
In this phase, engineers might consider:
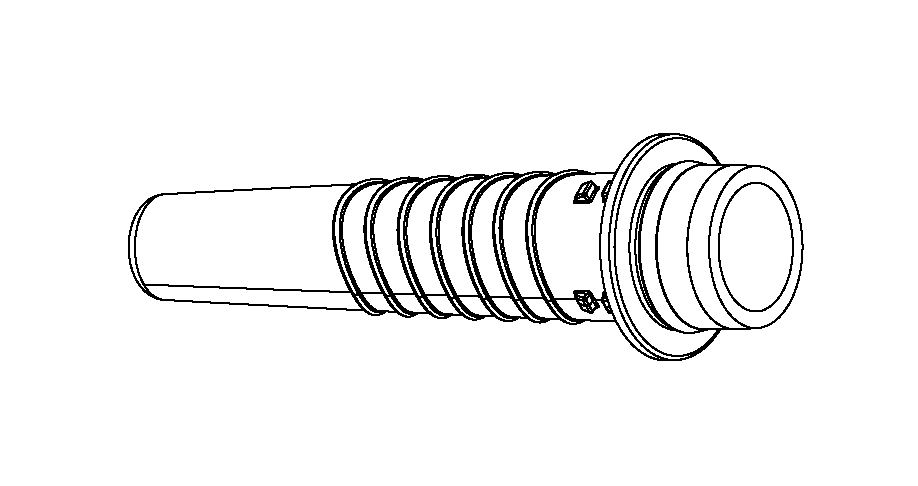
During DFIM, the engineer suggested reducing the component and implementing open slots. Eliminating the unnecessary component decreased the mold count, assembly operations, assembly risk, and piece price cost, saving the program over $55,000.
After a Design for Manufacturability analysis, our engineers discovered excessive ribbing on this part posed major ejection risks. The engineers reduced the number of ribs and other features, which reduced risks and costs.
Many teams fail to address these common risks. Fortunately, you can manage these mold design risks by understanding plastic part design for injection molding.
When designing a plastic part, we recommend working with an injection molder who predicts unexpected issues and knows how to address them. With Natech, your project benefits from years of experience using DFIM, in-house moldmaking, and injection molding to ensure your product is produced as efficiently as possible.
Optimize your plastic part design for injection molding. Request a quote today.
Speak directly to a Natech Engineer about plastic part design for injection molding. Our engineers will let you know how plastic part design for injection molding applies to your project.