Why Your Ejection System is Critical to Part Success
The last thing an operations manager wants to hear is that their manufacturing line went down and their mold has been damaged because of ejection issues. The plastics engineer can often trace this issue to the design phase. We have seen many of our clients select the wrong ejection system only to realize their mistake during molding.
During part design for injection molding, the plastics engineer wants to make design decisions that support proper ejection over the life of the product. The plastics engineer must think through which side of the part falls on the cavity side versus the core side of the mold.
The engineer wants the parts to stick to the core side so they can be ejected from the mold. If the parts stick to the cavity side, they cannot be removed from the mold, potentially stopping production and causing damage to the mold. While cavity-side ejection is an option, it introduces cost and design complications. Core side ejection allows for the space necessary for the ejection features and actions. Proper drafting and part orientation reduce the risk of sticking to the cavity side. The injection features on the cavity side do not allow the same flexibility.
When you select your ejection system, you make two decisions: how and where to eject. The functional and aesthetic requirements of the part inform which ejection system to use and where to place it. The part needs to eject without deforming, so thin part sections are bad candidates for ejection site locations.
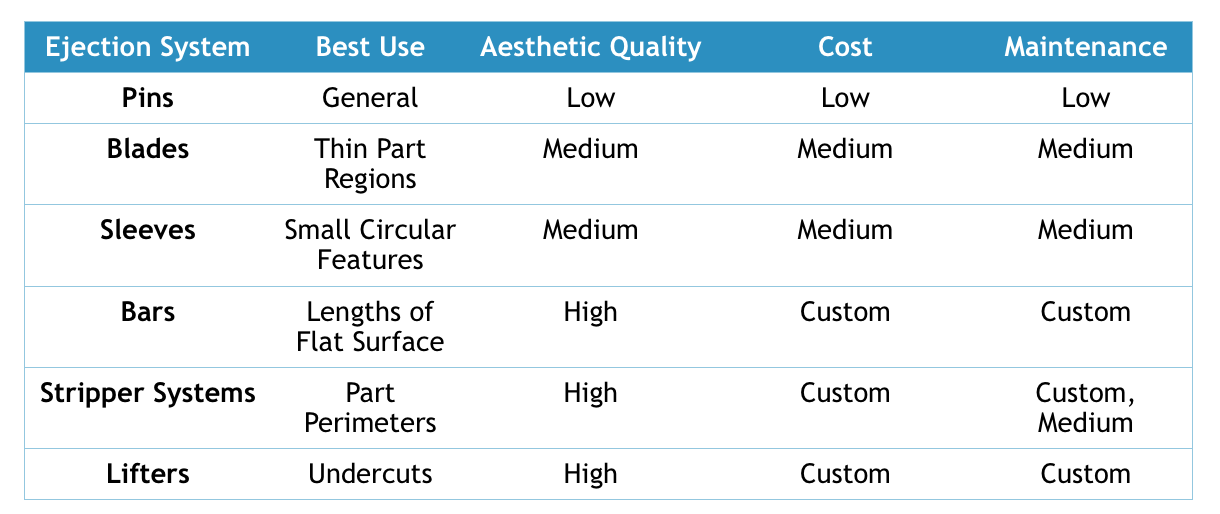
Common ejector options include pins, blades, sleeves, bars, stripper plates, and lifters. Each option brings tradeoffs. Different ejection options will leave different sizes and shapes of marks on the part and require different levels of maintenance.
Pins
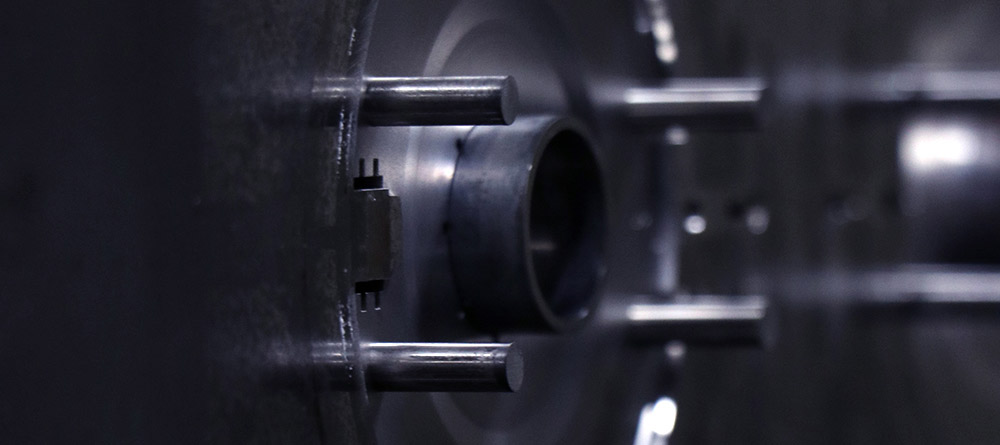
Ejection pins offer the simplest and most cost-effective ejection system. As the default ejection system, they leave solid circular ejection marks on the part. The injection molding process subjects ejector pins to a great deal of pressure during ejection, so larger pin diameters present a safer option.
Blades
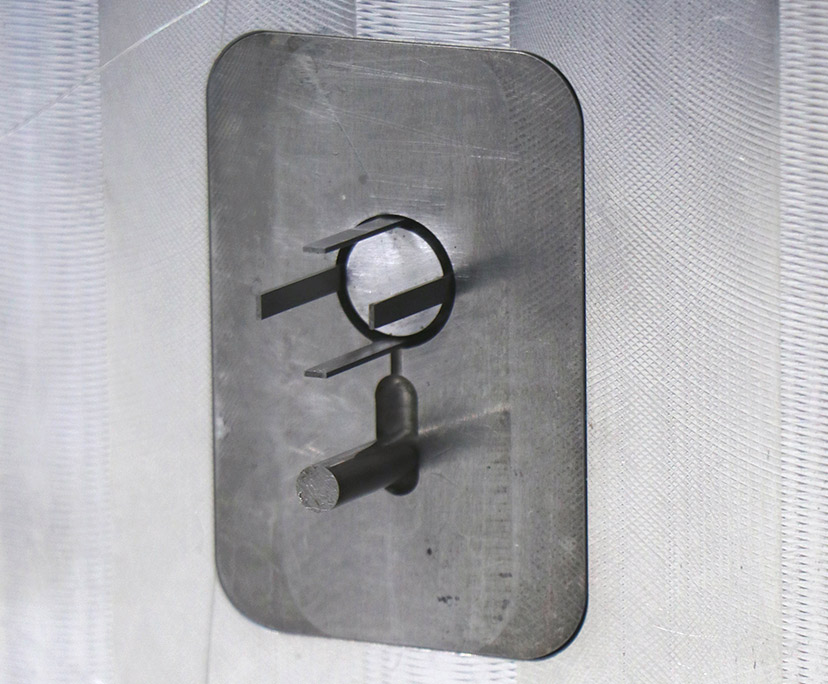
When ejector pins cannot fit within the allowable ejection area, blade ejectors offer a good alternative. These flat, rectangular pins can eject on thin part regions. Plastics engineers use blades to eject on ribs because of the narrow but deep ejection requirements. Blades have more surface area than pins so they can wear down more quickly. Because of their high wear, blade ejectors can integrate into the mold as inserts for easy replacement. As the blades wear, flash will appear on the part in those areas.
Sleeves
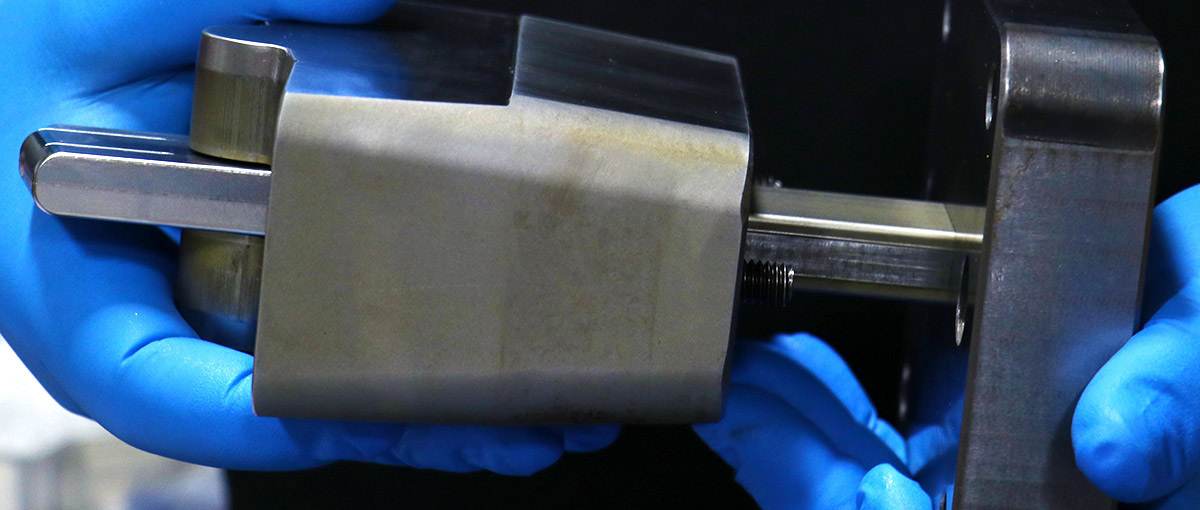
Ejection sleeves distribute force evenly across small, circular features. Two components make ejection sleeves: a hollow sleeve and a smaller solid core pin that fits inside. The pin typically forms a part feature and extends past the sleeve in the mold’s unactuated state. The part forms onto the pin, and the sleeve moves when the ejection system actuates, pushing the part out of the mold. The mark left on the part at the end of ejection mirrors the shape of the sleeve. Maintenance for sleeves involves checking the fit of the outside of the core pin to the inside of the sleeve. Checking this reduces the risk of plastic flashing into the ejection system.
Bars
Ejection bars offer a good option for ejection on lengths of flat surface. Ejection bars utilize multiple pins topped by a flat bar that evenly distributes their force. Unlike the preceding ejection systems, these systems tend to be larger and can utilize multiple pins beneath the bar. Because of their bigger size and high customization, ejection bars are typically high cost and high maintenance as the mold gets more wear.
Strippers
Stripper systems eject a part on its perimeter. Maintenance involves ensuring that the stripper plate or block sits flush with the rest of the mold. At the part level, the need for mold maintenance can be evaluated by checking for flash on parts at the parting line of the stripper plate or bar.
Lifters
Used primarily to form undercuts, lifters also provide ejection functionality in conjunction with other ejection systems. Unlike vertical ejection systems, lifters angle in the core plate. This allows the lifter to clear the undercut for ejection to take place.
The wrong ejection system can decrease the uptime and the life of the injection mold. Weighing the pros and cons in advance saves time and money in the long run.