When I recently asked one of our plastic engineers to name a time he encountered plastic wall thickness issues, he simply responded, “Name a project!” Every plastic injection molded part undergoes wall thickness review and optimization during design for manufacturing. Plastic wall thickness represents one of the biggest areas of concern we address during design for injection molding.

Why do we care so much about wall thickness? Plastic wall thickness impacts part quality in nearly every stage of the injection molding process. Parts with inconsistent plastic wall thicknesses suffer the crippling effects of freeze, non-fill, sink, and increased cycle time.
During the fill stage of injection molding, molten resin cools as it flows through the mold and cools more quickly in thin-walled sections. If the melt front cools too quickly during any of the stages of the injection molding process, it freezes and prevents effective pack and hold past the frozen section. If the melt freezes during fill because of a thin-walled section, the part will end up with non-fill. For plastic wall thickness, this means you want to keep thin-walled sections toward the end of flow. On the flip side, overly thick sections take too long to cool, resulting in sink issues and increased cycle times, two formidable enemies of any injection molder.
To reduce these risks, you should address plastic wall thickness issues from the get-go. You want to select the appropriate global wall thickness for your material, unify your plastic wall thickness, and modify your parent-child wall thickness ratios.
1. Choose Your Plastic Wall Thickness
Choosing the right base wall thickness reduces risk and optimizes part quality. Oftentimes, your material will drive your wall thickness. Other times, wall thickness will determine your material options.
Material suppliers offer helpful references for suggested wall thicknesses by material. In our experience, being on the low end to the middle of recommended ranges will serve your part well. Materials like polycarbonate, can, on the lower end, have wall thicknesses of 0.060”. ABS can go to 0.040”. Materials like polypropylene can see higher wall thickness with reduced risk of sink.
2. Unify Your Plastic Wall Thickness
Uneven wall thicknesses create variations in the speed of fill as molten plastic flows through the mold. This results in variations in the cool rate throughout the part.
Unified wall thicknesses mean less variability in molded parts because molten plastic flows more evenly through unified channels in the mold. This reduces process control issues.
You want to ask yourself: where would differences in wall thickness support part functionality? If you don’t need variation in your wall thickness, don’t introduce it.
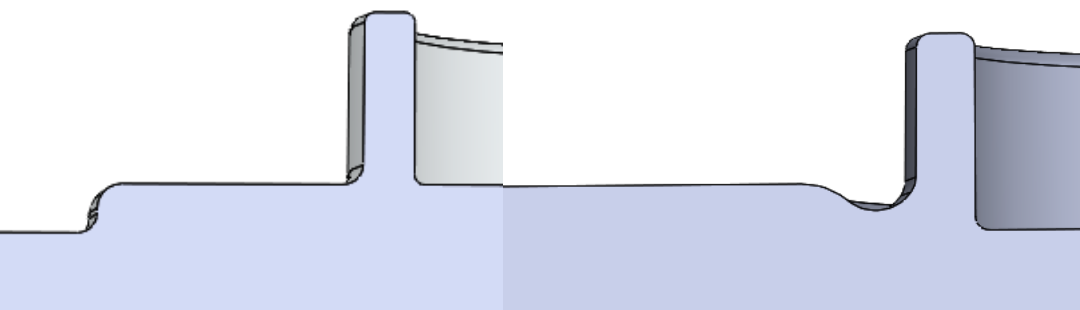
One client part originally had stepped thicknesses in its design as you can see in the image below. The opposite side of the part was sinking in these areas when molded. The Natech engineers confirmed with the client that the steps were not critical to the functionality of the part and removed them from the design, simplifying wall thickness and moldability.
Designers tend to focus on main walls and overlook transition areas when unifying wall thickness. During our DFIM process, we find that we most frequently correct these detail areas. The image below highlights the areas where inconsistent wall thickness introduces quality risks.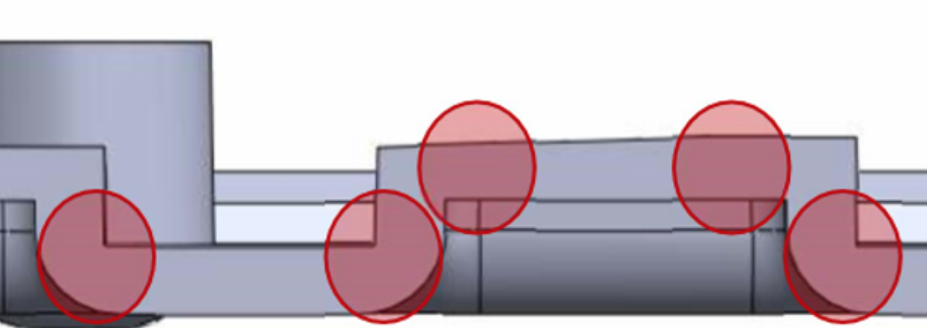
3. Proportion Your Parent-Child Ratio
Most part features fall into two broad buckets: parent features and child features. Offshoots of the main parent features form secondary child features.
Child features should maintain about a 65% ratio to the parent features for optimal part quality. If the ratio between these features runs too high, you increase the risk for sink – too low, and you increase the risk for non-fill.
Ribs are considered a child feature and should follow the 65% ratio. Oftentimes at Natech, we see ribs in a part that do not follow the appropriate parent-child ratio.
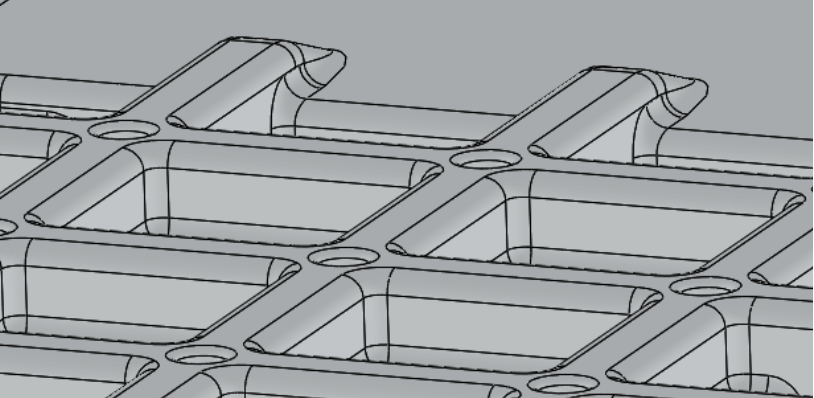
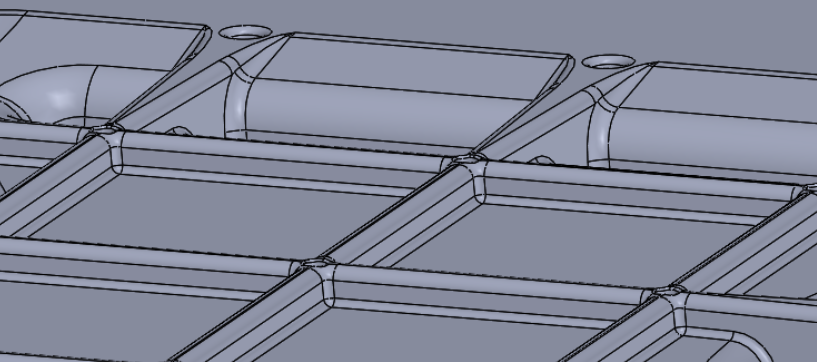
In the first image below, a client used a rib structure that was 140% of the parent wall. Expectedly, the part experienced massive sink on the opposite side. Modifying the rib structures in the second image below to follow the appropriate ratio eliminated this defect.
Plastic wall thickness directly affects how the molten plastic will flow through the mold. Plastic will have an easier time flowing through thicker-walled sections but a harder time cooling in them, creating risk for sink and increased cycle time. In thin-walled sections, molten plastic has increased risk of freeze, creating opportunity for non-fill in the part.
Optimizing plastic wall thickness begins with choosing the correct thickness for your material or vice versa. After that, simplifying the design to unify your plastic wall thicknesses ensures a smoother molding process. Finally, modifying parent-child ratios reduces your risk of sink.
For a preliminary review of your design for manufacturing readiness, call to speak to our engineers at (631) 580-3506.