Apr 30, 2021
How Successful Design for Manufacturing Lowers Costs and Improves Quality…
You are about to finalize your part design and are ready to turn your attention toward your mold selection so you can start getting molded components. Suddenly, what you thought would be a straightforward “just-make-a-mold” task turns into a universe of decisions with tradeoffs.
Even more confusing, you have proposals from multiple companies with wildly varying costs. How do you know you’re making the right choice for your project and your money?
This guide will help you understand:
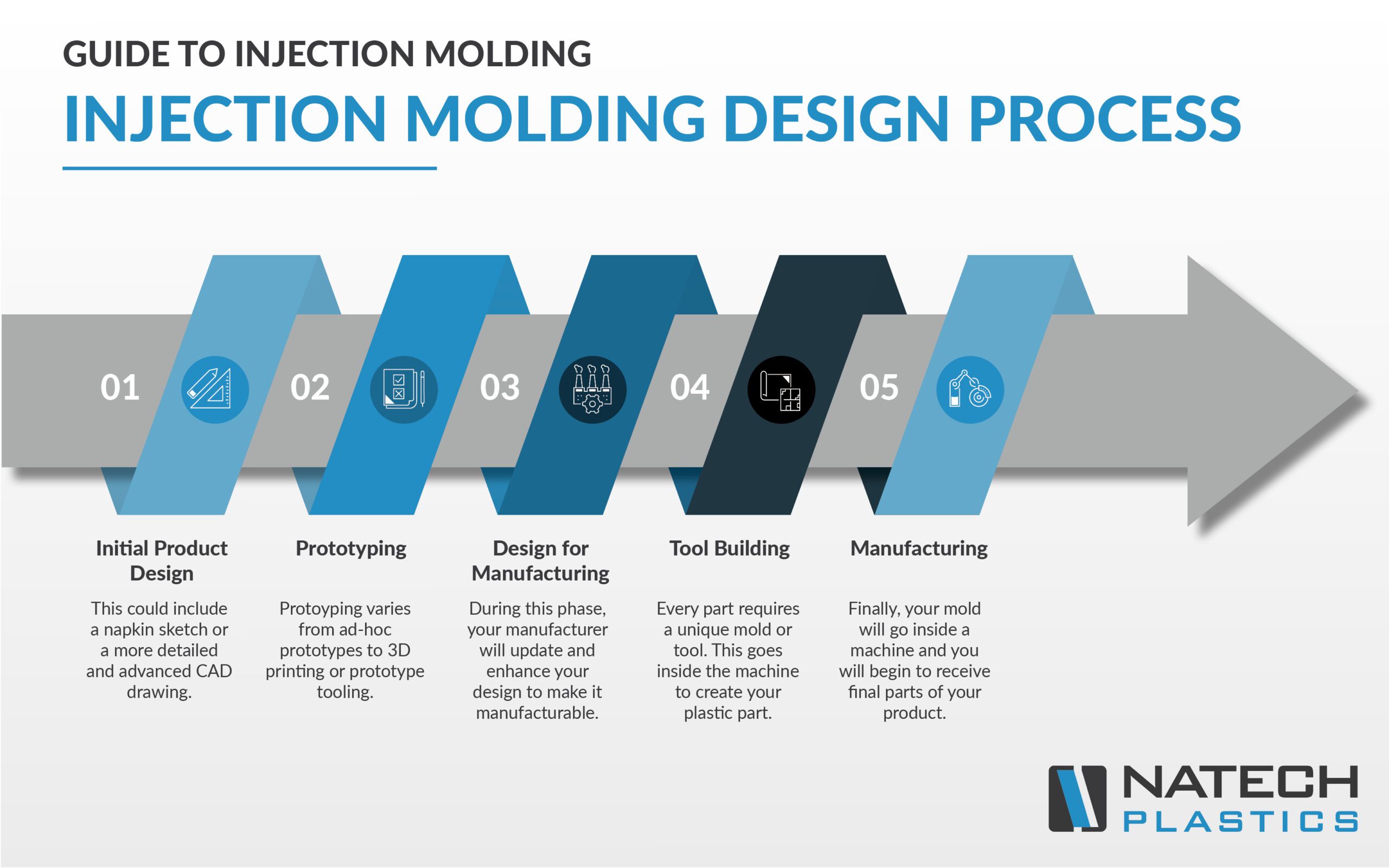
When you engage a manufacturing partner for your project, they should begin by understanding your part and overall program needs. During this time, Natech engineers focus on five items to help their clients choose the right solution for their project.
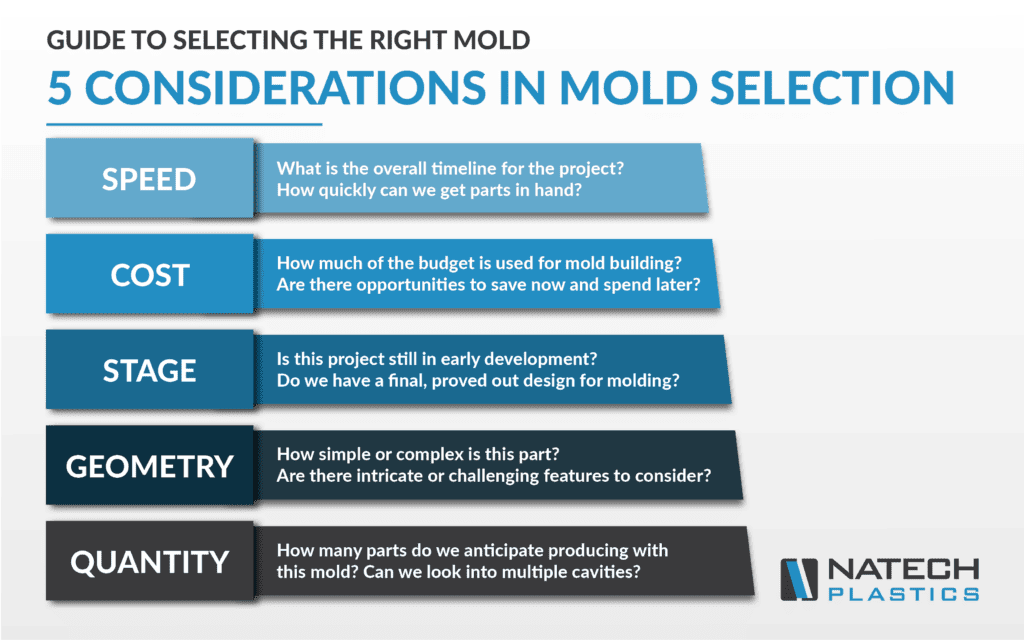
Building a brand new mold is often one of the longest lead times in your project. Molds can be built in just a couple of weeks or mold building can take several months.
When it comes to the speed of mold build, evaluate your true project needs rather than just how quickly it can be built. If you are still trying to prove your concept, you can likely expect a prototype or R&D mold to take 3-6 weeks. If you are ready to run high-volume, a production-ready mold may take upwards of 12-18 weeks.
What is most important is collaborating with your manufacturing partner. Often, there is an intermediary solution or future planning that can help alleviate anxiety with longer lead times. This can include beginning with an R&D mold and building a production mold while you get your first parts in hand, or relying on interchangeable steel inserts with different geometry iterations.
With molds ranging from $5,000 to $100,000 or more, it is critical to build this line item into your budget early. An R&D mold for a simple part is going to be much cheaper than a multi-cavity, production-level mold.
If you believe you’ll need multiple design iterations, running through several R&D molds might be your best bet, but relying on a $5,000 mold for longevity is going to leave you with quality issues and a headache in the long run.
Several factors impact the cost of your mold, including mold classification (more on that later), the complexity of your part(s), mold cavitation, and specialty molding features.
A responsible injection molding partner will help you understand what goes into your mold building price, and help you get the most bang for your buck.

Where you are in your project development stage is a critical factor in mold selection. Typically, it is broken into: Design, Prototype, Pre-Production, Production, and High-Volume.
In the early stages, you can typically expect a lower cost, lower construction quality mold. That is because these stages often include multiple design changes and revisions. Some companies are eager to jump into a production-ready mold as a way to avoid paying for several prototype molds. This can be dangerous, as the cost and time for mold changes and modifications increase substantially for these molds.
On the flip side, some companies producing parts at higher volumes feel nervous about committing to a production mold. These companies end up spending more money in new molds and mold repairs over time, as the prototype molds degrade in quality.
Being realistic about where you are (and where you want to go) in your product development will save you time and money.
Certain part geometry and features require different moldmaking approaches. As such, some parts have to be made using hardened steel (or steel inserts) rather than the softer materials typically used in R&D tooling, like aluminum.
Additionally, material selection will also play a role in moldmaking. Some plastic materials do not interface well with certain mold materials. For instance, a part made with glass-filled nylon, even in prototype, will need to be molded in a higher quality mold than a part made in standard polypropylene.
When reviewing geometry and complexity, Natech’s engineers also examine overall functionality to guide mold selections. Are there any living hinges, snap fits, breakaways, or downstream integrations that need to be considered before correctly selecting a mold?
Finally, you’ll want a general baseline for the number of parts you want to produce from this mold. Is this a “test” mold that will only run a few hundred parts? Or, are you hoping this will be the mold that takes you into millions or tens of millions of parts?
You may have a firm design that is unlikely to change, but still only need an R&D or pre-production mold because you only expect to need a few thousand parts. Conversely, you may have a design that may change but is highly complex with fine features. A good option is a mold that has hardened steel inserts, which costs more, but allows the flexibility of change until you firm up your final design.

First, you want to understand that not all molds are created equally. Different mold materials and mold construction methods serve different purposes. Fortunately, the Plastics Industry Association, formerly SPI, developed a mold classification system that introduced a standard to the industry. This system helps mold buyers to make apples-to-apples comparisons and understand the tradeoffs of each option.
For example, an Aluminum mold (class 104) might be faster and cheaper to build, but it will not last as long. These molds are recommended for when you are still proving out a concept or only need 10,000 or fewer parts.
A hardened steel mold (class 101 or 102) might last for 1,000,000+ cycles, but the initial cost will be much higher. Steel molds are recommended when you have a finalized design and are ready to manufacture 500,000+ parts.
The SPI categorized the molds into five separate classes ranging from a Class 105 prototype mold up to a more robust Class 101 mold.
The standard details:
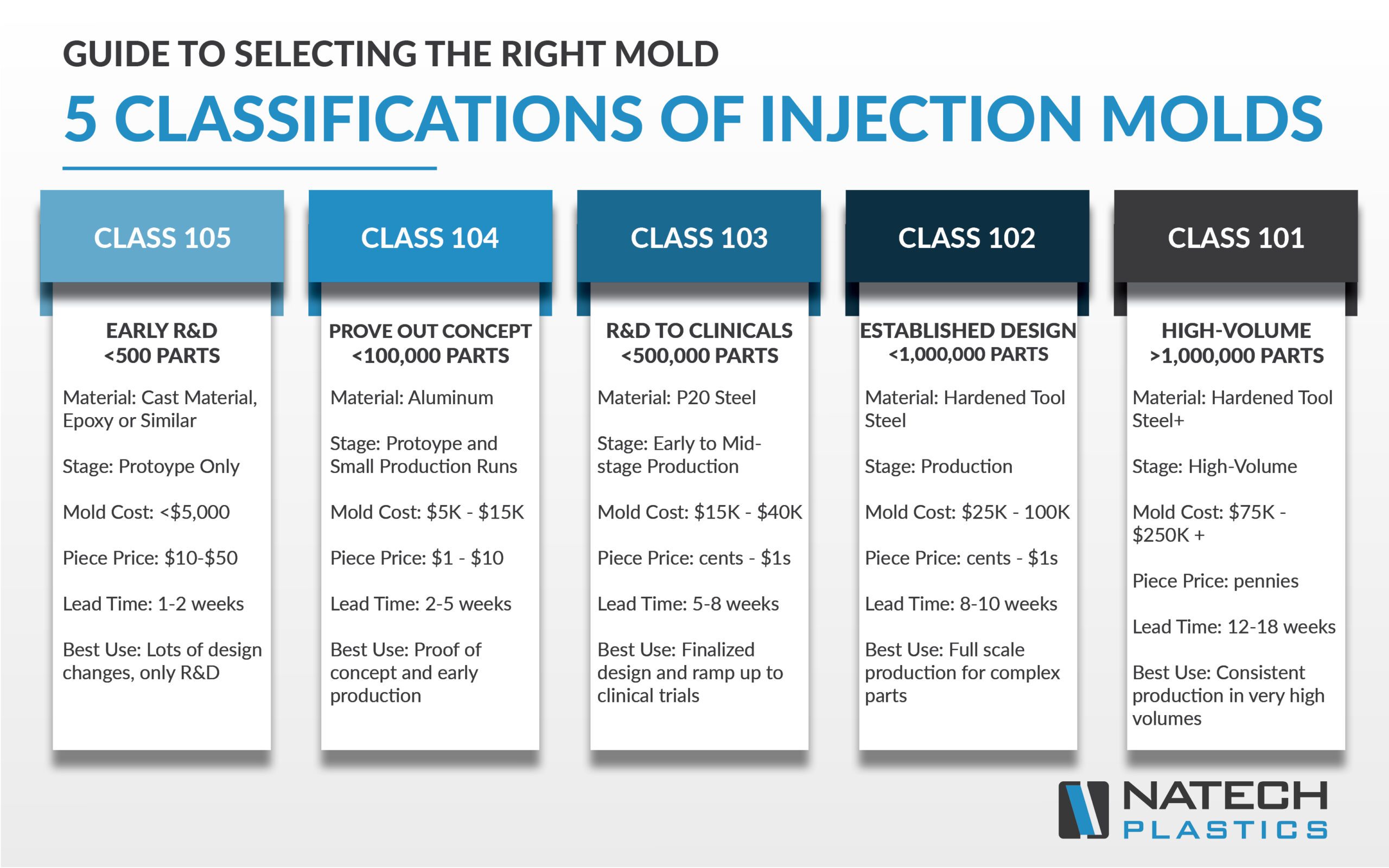
Mold classifications outline the properties for all 5 categories and cover molds that operate for less than 500 cycles (Class 105 mold) and molds that run up to over a million cycles (Class 101 mold).
For companies looking to only make 100-500 parts, a class 105 mold will likely be the best fit. While the initial investment is low, they cannot be expected to produce beyond a few hundred parts. This is recommended for very early stage prototyping only.
In general, medical and biotech startups with a design will start with a class 104 aluminum mold, as long as the geometry, plastic material, and post-manufacturing processes are aligned. After their concept is proved out, they move to a single cavity (making one part at a time) steel mold, and then onto a multi-cavity (making many parts at a time) steel mold.
This method allows companies to responsibly prove out their concepts, test the market, plan for investments and ramp up production without overextending their cash or their molds.
Class 103 and 102 molds are good options for companies with a firm part design that they want to be produced in medium-to-high volume. Natech’s engineers evaluate the materials being used, the part geometry and complexity, and the future planning for the project to help clients select the right mold.
Class 101 molds are often reserved for complex, medical parts that will be produced in the tens of millions. These molds last for a long time but come with the associated price tag. Clients in need of class 101 molds will likely not have any design changes and have a clear, confident, and consistent forecast of high-volume orders.
When it is time to request proposals from manufacturing partners, it is important to be prepared to answer these five questions. There is no right or wrong answer to any of these questions. Instead, being honest about goals and expectations early allows your manufacturing partner to help you select the best path forward.
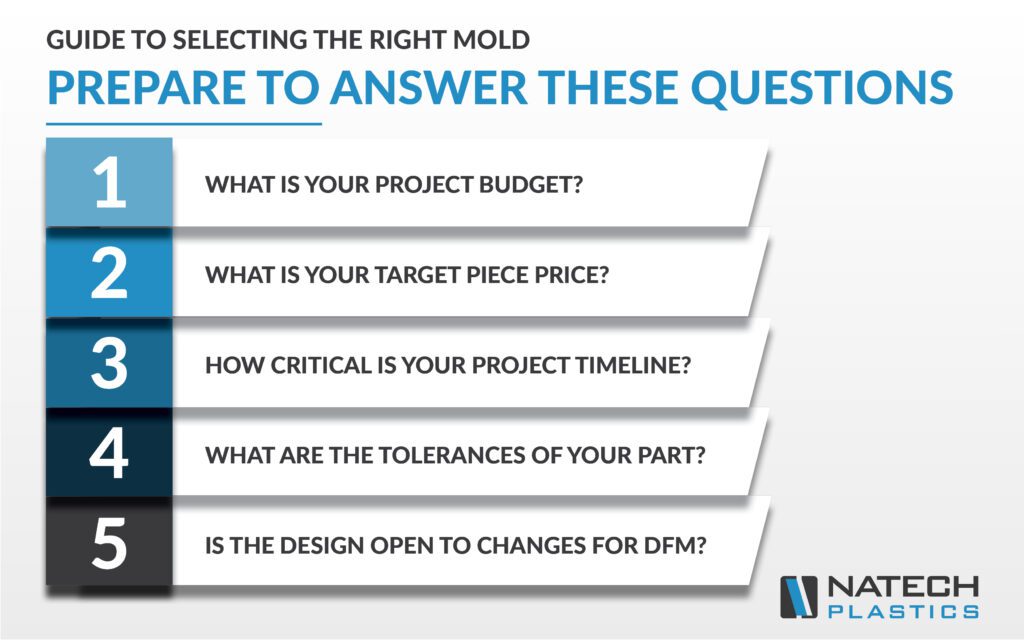
Question: What is your budget?
Why we ask: The manufacturer wants to know a few things about you and your team. This helps them to understand if you have done your research and if you have realistic expectations. Additionally, they may be trying to understand if your company is a good fit for them.
Some companies specialize in working with and building specific types of molds that have a specific price tag. Understanding what you are expecting to spend allows them to begin to guide the selection process. Understand that at a minimum, you’ll need to invest at least $5,000 – $10,000 for an initial prototype mold.
Being transparent with your budget also opens the door to creative problem solving. Overstating your budget may lead to you getting a mold that you don’t need or aren’t ready for yet. Understating your budget can leave you without specialty mold features that could save you money and improve your quality over the long haul.
Question: What’s your target piece price?
Why we ask: Similar to your budget, understanding your target piece price allows them to begin the mental planning for the future of your project. If you currently have a large budget and a low target piece price, depending on the state of your design, getting a steel, multi-cavity mold built may be the best solution.
However, if you’re hoping for a low target piece price in the future, but have a constrained budget, starting with an aluminum mold to get parts in hand could be the best path as your build up capital to invest in a high-production mold.
Question: How critical is your timeline?
Why we ask: Of course, most people want their parts in hand yesterday. However, speed isn’t always your friend. Natech’s engineers ask this question to design a path forward for your mold and set expectations.
For instance, if you need parts in hand ASAP, but are ordering in high volumes, getting an R&D mold and a steel mold built consecutively may be advantageous. It allows you to produce a small number of parts while waiting for your production mold to be built. If you have a more flexible timeline, you can save money by building a mold that meets your demands at your development stage.
Question: What are the tolerances on the part?
Why we ask: As mentioned earlier, some molds are not conducive for specific tolerances. This means that even in R&D, getting an aluminum mold may not be feasible. If you are still in proof of concept but have a part design that is complex and required to hold tight tolerances, you may need to jump into steel or examine using steel inserts.
On the flip side, you may have a less complex part that doesn’t require maintaining fine features. This could allow you to purchase a Class 103 or 104 mold rather than spending money on a higher class mold that doesn’t result in better value or quality for you.
Question: Is the design open to changes for Design for Manufacturing (DFM)?
Why we ask: When it comes to mold building and part design, most designs require some amount of DFM before building a mold. If you are asked this question, it is likely, the part has been reviewed and needs some tweaking before a mold can be successfully built. Customers who are open to changes for DFM signal to their manufacture that they “get it,” and are willing to invest a little for a long-term payoff.
However, some mold building shops are willing to build a mold without DFM. This introduces risk to your part, as it may not be ready for injection molding or may result in quality issues. These issues lead to increased costs in molding and mold repairs down the line.
Learn more about Design for Manufacturing.
As with any investment, it is important to not only prepare and research in advance but to understand the red flags you need to watch out for. While every experience is different, below are the top red flags we’ve had customers encounter in the past, which ended up costing them time and money later.
What it means: If you request a proposal that includes a mold, you can expect to get at least 5-10 different questions coming in from the supplier. However, if you don’t seem to get any, then beware. This can mean that the company isn’t invested in you or your project, they aren’t interested in your input, or they don’t care to learn and collaborate further.
For some, the number of questions they receive from Natech’s engineers upfront can seem daunting. However, it also means that the proposal you receive back is customized to your needs and that we’re willing to work and collaborate on a deeper level.
What it means: Lead times should include both mold design and mold build. However, some will quote just the mold design or the mold build – but not both. Quoting a lead time for just one or the other is disingenuous, but we’ve had clients come and say they fell victim to this in the past. Often, this is done to make the customer think they will get their parts faster. Instead, it skews your own timeline and expectations.
When you are working through your proposal, make sure the quoted lead time includes design updates and the mold build itself.
What it means: While every quote is different, companies should get you a quote in a timely fashion. Even more so, they should tell you when you can anticipate having a proposal in hand. If a company takes a long time, misses commitments or doesn’t share their timeline with you in the proposal phase, it is unlikely that’ll change through the life of your project. This should signal a lack of internal accountability and poor communication. Both of which hurt your project and your bottom line.
If the information isn’t shared upfront, ask when you can anticipate having a quote delivered – and keep an eye on if they can keep that initial commitment.
What it means: When you are getting a quote for a mold, you want the most important information upfront and tailored to your program. Too often, companies try to skirt the process and deliver a long, generic proposal in the hopes that you either a.) won’t read the whole proposal, and they’ll get the upper hand on you, or b.) won’t notice that the proposal isn’t specific to your needs.
Either way, these types of proposals end up taking an unnecessary amount of time to work through or leave you agreeing to items that don’t make sense for your project.
Investing in the right mold for your project shouldn’t be a mysterious process. Instead, by working with a trusted manufacturing partner, they can walk you through each step. This means that more of your time and money can be invested in the tool that’s right for your job right now.
Natech has worked with hundreds of entrepreneurs, start-ups, and corporations to design their parts, build their molds, and manufacture their parts. We believe in developing a collaborative relationship with clients to help them launch and scale their projects successfully.